Découvrez nos savoir-faire en mécanique de précision et micromécanique
Plus de 60 ans d’expérience dans la conception et la réalisation d’outillages de presse.
SUPRA Technologies propose une gamme d’unités de poinçonnage, de grugeage, d’encochage, de tronçonnage et de cisaillage très étendue et reconnue dans le monde entier.
Une équipe pluridisciplinaire est à votre écoute et disponible pour vous proposer la meilleur solution.

Les unités SUPRA
Définition
On désigne par « unités de poinçonnage » des outillages susceptibles d’exécuter un travail unitaire de poinçonnage, grugeage, d’encochage ou de tronçonnage dans la tôle, les profilés ou tubes.
Les unités SUPRA s’utilisent sur presses, presse-plieuse de tout type, ou dans un montage intégrant les énergies pneumatiques, hydrauliques, oléopneumatiques ou électriques.
L’unité SUPRA est la solution économique et rationnelle adaptée à tous vos problèmes de fabrication de moyenne, grande série et pièces répétitives.
Description
Les unités SUPRA se composent d’un corps dont la fonction est d’assurer la liaison géométrique entre le poinçon et la matrice. Le porte-poinçon est complété dans les unités de poinçonnage et de grugeage par un ensemble de dévêtissage.
Fonctionnement
L’unité SUPRA étant fixée sur la table de la presse, le réglage de la fermeture du coulisseau de la presse ou le réglage du point mort bas (HOF) est primordial. Cette cote est donnée pour chaque unité. L’ensemble est ainsi prêt à fonctionner. Le nez de la presse entre en contact avec la plaque de frappe. Au niveau de l’unité, la succession des opérations est la suivante :
- Descente de la presse,
- Fléchissement des ressorts de remontée,
- Contact du dévêtisseur sur la tôle,
- Fléchissement des ressorts de dévêtissage,
- Poinçonnage,
- HOF atteint,
- Remontée de la presse,
- Dévêtissage du poinçon,
- Remontée de l’ensemble.
Le poinçon n’est pas solidaire du coulisseau, le corps de l’unité ne subit aucune sollicitation mécanique.
Préconisation et entretien
- Régler le point-mort bas de votre presse (HOF). Celui-ci ne doit en aucun cas être inférieur à l’HOF indiqué par l’unité concernée ou sur la plaque d’identification de l’outil.
- L’HOF doit être vérifié périodiquement. Cette fréquence est en fonction de la cadence et de la durée de frappe.
- Vérifier soigneusement l’état de vos poinçons et matrices de façon périodique (absence d’usure ou de défaut).
- Les poinçons et les matrices doivent être affûtés régulièrement. Une rectification de 1/10 des faces de coupe, sans attendre l’apparition d’un défaut, augmente la longévité de votre outil.
- Après une opération d’affûtage, les éléments doivent être démagnétisés.
- Vérifier soigneusement les jeux entre les poinçons et matrices. Les jeux sont adaptés à l’épaisseur et à la nuance de la matière.
- Vérifier périodiquement la bonne fixation de tous les éléments.
- Maintenir l’outil propre.
- Graisser périodiquement tous les éléments mobiles de l’outil.
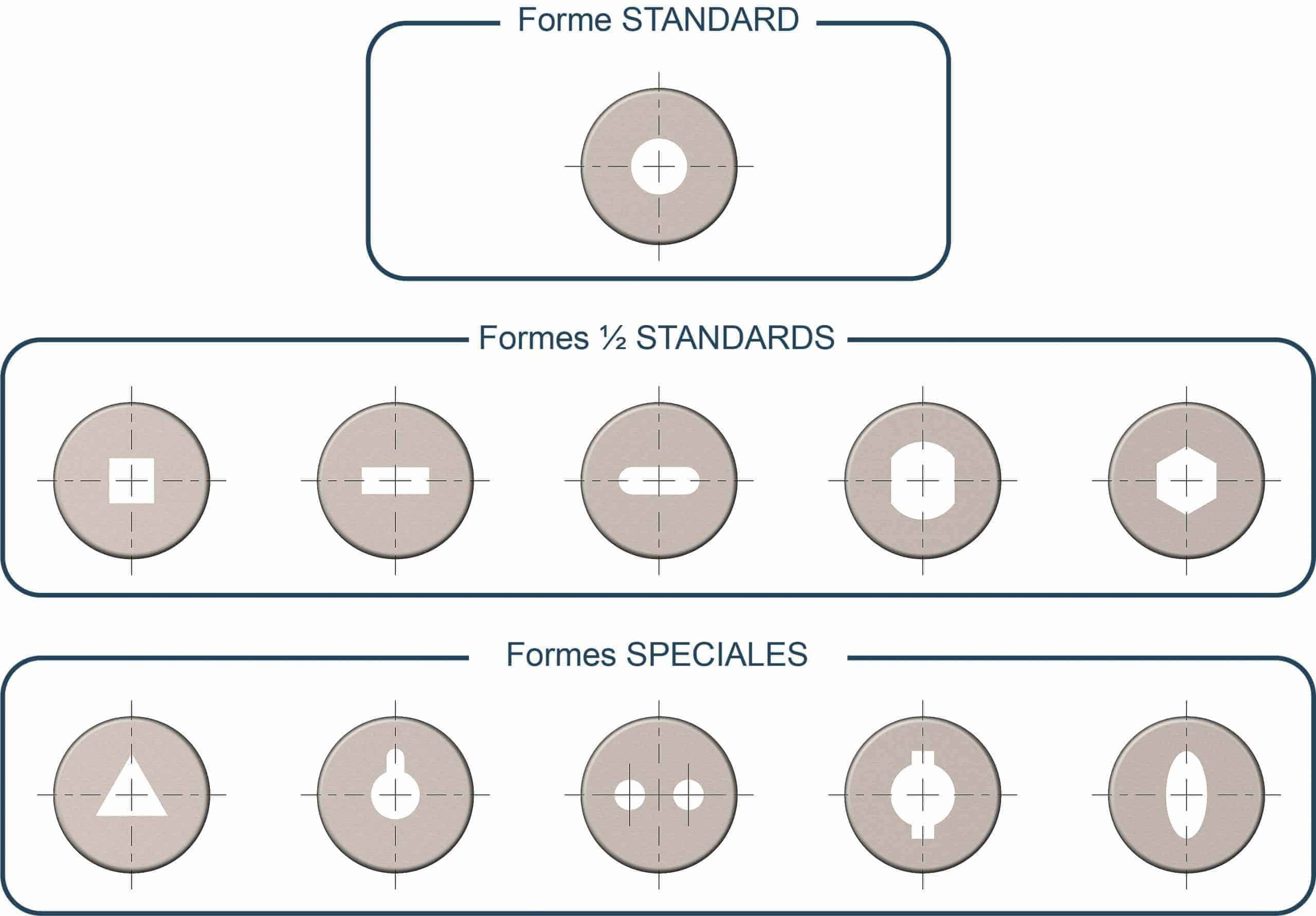
Formes de poinçonnages
On désigne par « standard » une forme cylindrique uniquement. Les poinçons et matrices de formes ½ standard et spéciales doivent s’inscrire dans le Ø maximum de poinçonnage de l’unité correspondante.
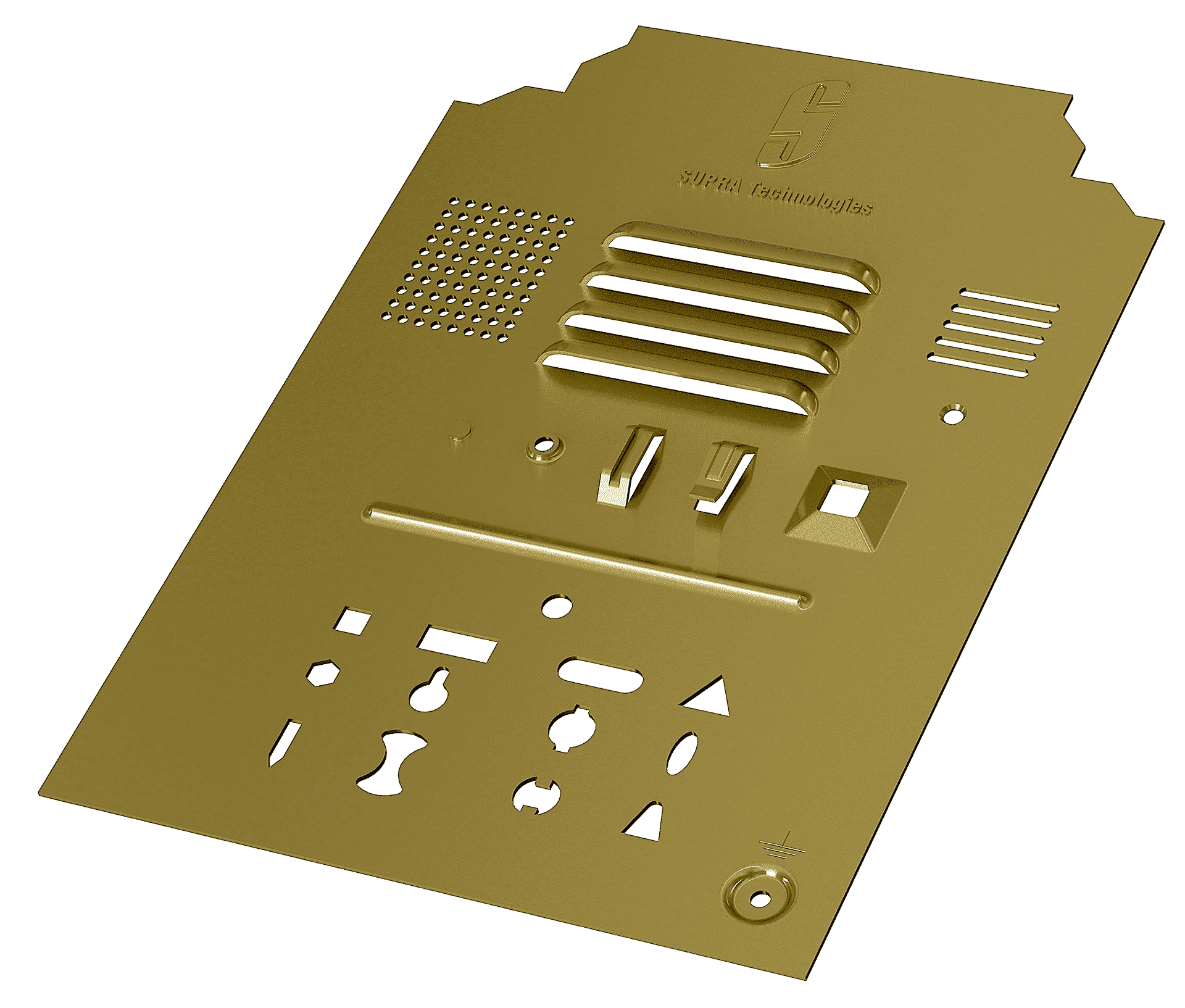
Les unités SUPRA sont des outils de presse d’une grande facilité d’utilisation et de mise en œuvre, permettant l’obtention de formes découpées les plus diverses, mais également des opérations de soyage, de crevage, d’emboutissage, de gaufrage, de marquage, de cambrage et de matriçage.
Poinçonnage
On désigne par poinçonnage l’action d’enlever de la matière suivant un contour fermé.
Les unités SUPRA permettent le poinçonnage toutes formes inscrites dans un diamètre de 120mm maximum, pour un matériau dont les épaisseurs sont comprises entre 3/10mm et 16mm.
Les unités SUPRA de poinçonnage s’adaptent aux travaux des matériaux en feuille, des profilés et des tubes.
Grugeage
On désigne par grugeage l’action d’enlever de la matière suivant un contour ouvert sur un côté.
Les unités SUPRA permettent le grugeage toutes formes de matériaux jusqu’à 10mm d’épaisseur. Elles se distinguent en deux types, avec dévêtisseur fixe dit à contre-plaque pour des épaisseurs matières maxi de 4mm et avec dévêtisseur mobile pour des épaisseurs matières maxi de 10mm.
Les unités SUPRA de grugeage s’adaptent aux travaux des matériaux en feuille, des profilés et des tubes.
Encochage
On désigne par encochage l’action d’enlever de la matière suivant un contour ouvert sur deux côtés.
Les unités SUPRA permettent l’encochage d’angle à 90° ou à angles variables des matériaux en feuille, des profilés et des tubes d’une épaisseur matière maximum de 10mm.
Les unités SUPRA d’encochage s’adaptent aux travaux des matériaux en feuille, des profilés et des tubes.
Tronçonnage
On désigne par tronçonnage l’action de séparer la matière par l’enlèvement du matériau.
SUPRA Technologies possède un grand savoir-faire dans le tronçonnage des profilés et des tubes. Le tronçonnage par outil coupant est une opération longue. Les unités de tronçonnage SUPRA permettent un gain de productivité important. Utilisées seules ou combinées, les unités SUPRA répondent à la fabrication de pièces simples et complexes.
Cisaillage
On désigne par cisaillage l’action de couper la matière sans l’enlèvement de matériau.
Les unités SUPRA permettent le cisaillage de tôle, de coil ou bobine d’une épaisseur jusqu’à 10 mm. Les unités de cisaillage peuvent être combinées à d’autres types d’unités de poinçonnage, de grugeage et d’encochage permettant ainsi la réalisation de pièces ouvragées qui devrait faire appel à un outil spécifique.