Outils à contre-plaque ou parisien
SUPRA Technologies conçoit et fabrique des outils de découpage « parisien » dit à contre-plaque. Ce sont des outils à dévêtisseur fixe.
Permettant d’effectuer des opérations à suivre de poinçonnages et de découpes, ils sont une solution économique adaptée aux petites, moyennes et grandes séries.
Fort de son expérience, SUPRA Technologies a acquis un savoir-faire dans la fabrication d’outillages permettant la fabrication de pièces tout matériau à partir de 5/100 d’épaisseur.
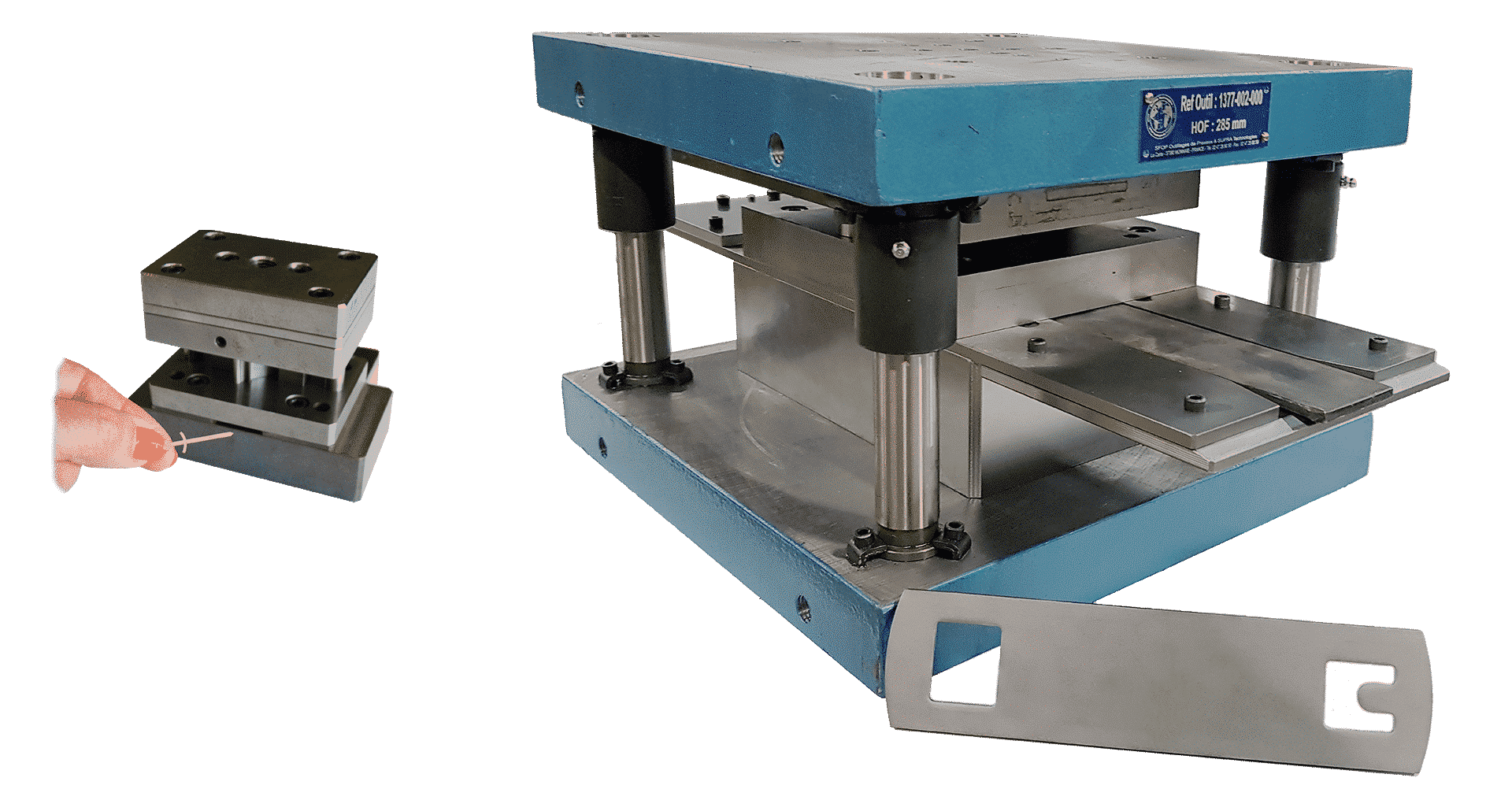
Outil parisien ou à contre-plaque
Les outils noyés, plus souvent appelés outil parisien ou à contre-plaque, sont des outillages de presse à dévêtisseur fixe.Les poinçons sont noyés ou guidés en permanence dans le dévêtisseur.
De ce fait, l’usage d’un bloc à colonnes n’est pas nécessaire aux conditions suivantes : les opérations de poinçonnage ou de découpe s’effectuent sur des matériaux de faible épaisseur, du fait que le jeu entre poinçon et matrice est très faible ou que votre presse ne présente aucun défaut géométrique au niveau du coulisseau.
L’usage d’un bloc à colonnes est justifié par le travail des tôles moyennes et de fortes épaisseurs ou qu’il subsiste un défaut éventuel de votre presse.
L’outillage, intégré dans un bloc à colonnes, peut être rendu autonome. C’est-à-dire qu’il n’est pas nécessaire d’avoir une liaison mécanique avec le coulisseau de la presse. L’ouverture de l’outil est actionnée, dans ce cas, par des ressorts fils ou des ressorts à gaz. Cette solution permet un gain de temps dans la mise en place de l’outil sous presse.
Les opérations réalisées sur ce type d’outil se limitent aux fonctions de poinçonnage et de détourage. Elles peuvent être combinées en plusieurs étapes, devenant ainsi des opérations progressives ou à suivre.
Le dévêtisseur étant solidaire de la matrice, le passage de la tôle est limité aux dimensions de cette dernière. Aucun mouvement de bande ne peut être réalisé. De ce fait, toutes les opérations faisant appel à la déformation de la tôle sont proscrites. Cette architecture permet d’obtenir des courses très faibles de la presse, d’où une production avec des cadences importantes.
L’usage de l’outil parisien ou à contre-plaque est réservé à l’utilisation de matière fournie en bande. L’approvisionnement de matière première dans ce type d’outil ne peut être exécuté que manuellement. L’outillage intègre des dispositifs mécaniques pour marquer le pas, par des butées mécaniques appelées « engreneurs » ou couteaux de pas.
L’évacuation des pièces générées par l’outil peut être récupérée en son extrémité opposée à l’entrée matière, ou en dessous, appelé communément « le passage au travers ».
Les débouchures ou déchets dû aux opérations de poinçonnage sont évacués par le dessous. Une sortie de chutes est à prendre en compte soit par le trou d’évacuation prévu au travers de la table de presse, soit par la mise en place de tasseaux entre le bloc inférieur de l’outil et la table de presse.