Outils Bloc suisse
SUPRA Technologies réalise des outils bloc suisse depuis de nombreuse années. Ils permettent la réalisation de pièces de très grandes qualités. Intervenant dans la conception d’outillages de presse pour tous les secteurs d’activité, les équipes SUPRA Technologies sont à votre écoute dans leur rôle de conseil et vous apportent la solution adaptée à votre besoin.
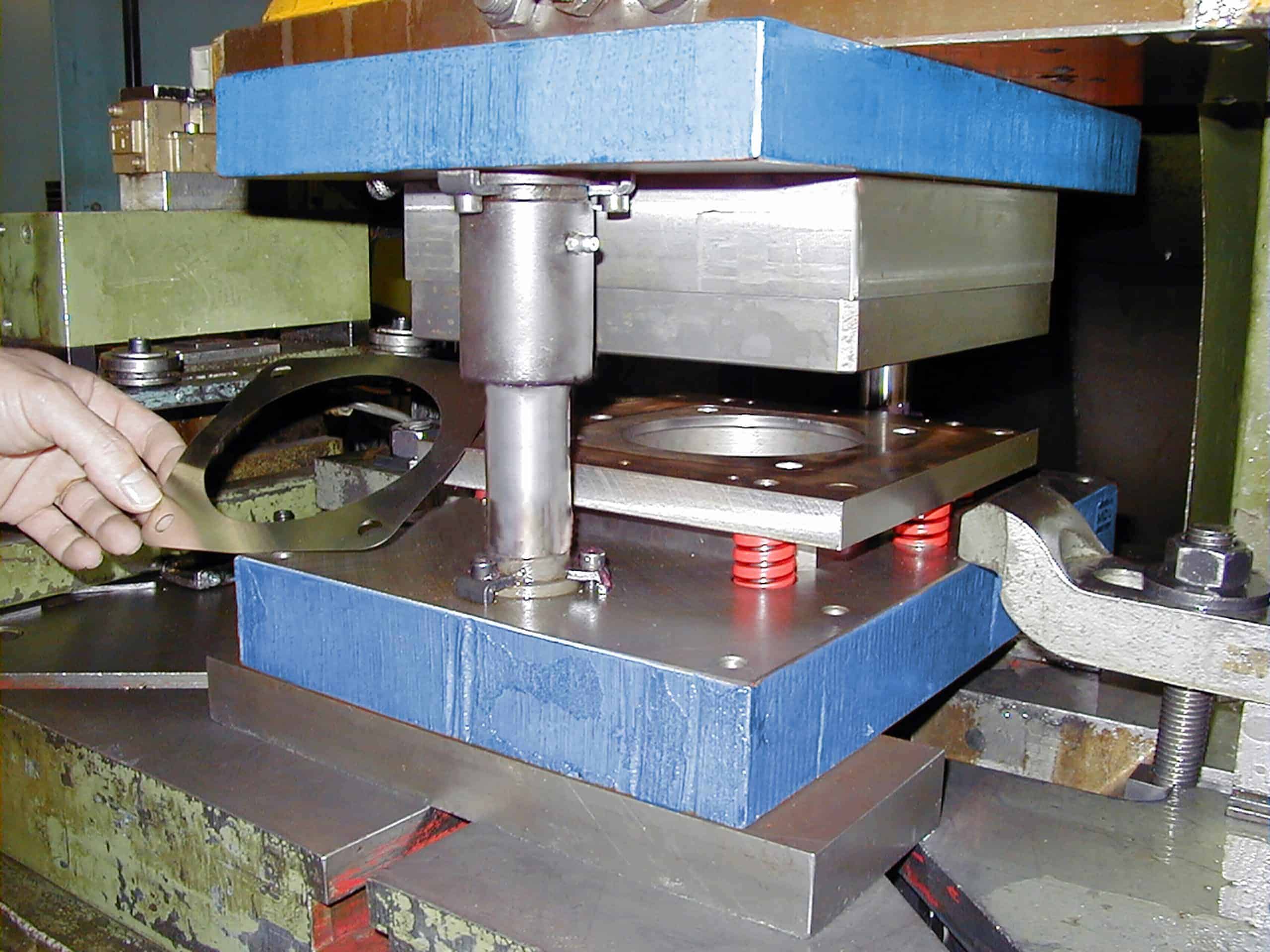
Outil bloc suisse
Les outils suisses, appelé également outils composés, sont exclusivement réservés au découpage et au poinçonnage. Outils monopostes, ces opérations exécutées simultanément, permettent l’obtention d’une pièce en un coup de presse.Les pièces ainsi obtenues sont d’une grande précision et d’une répétabilité importante.
Montée dans un bloc à 2 colonnes, l’architecture de ce type d’outil se compose ainsi : positionné sur la semelle inférieure, le poinçon a pour fonction le détourage de la pièce. Il peut faire office de matrice pour les poinçonnages à effectuer. Le dévêtisseur, qui est élastique, se trouve également en partie inférieure en agissant vers le haut. En partie supérieure se trouve la matrice de détourage. Situé au centre de la matrice, le fond de matrice extrait la pièce. Au travers de ce fond de matrice, les poinçons font leur office par l’intermédiaire du poinçon inférieur, qui dans ce cas devient poinçon/matrice.
L’outil bloc suisse a l’avantage d’être utilisé en automatique à partir de matière délivrée en bobine, de bandes ou de flans prédécoupés. Le pas, dans le cas d’une utilisation automatique, est réalisé par l’amenage lui-même ou est assuré par une butée mécanique en version manuelle.
Ces outillages peuvent être rendus autonomes. Dans ce cas, ils ne nécessitent pas de liaison mécanique avec le coulisseau de la presse. La remontée de l’outil est assurée par des ressorts fils ou des ressorts à gaz, ce qui est un gain de temps dans la mise en place de l’outillage sous presse.
Les débouchures ou déchets dû à l’opération de poinçonnage sont évacués par le dessous. Une sortie de chutes est à prendre en compte soit par le trou d’évacuation prévu au travers de la table de presse, soit par la mise en place de tasseaux entre le bloc inférieur de l’outil et la table de presse.
Malgré ces grandes qualités, l’outil bloc suisse dépose la pièce finie sur la bande. Il est nécessaire d’effectuer une opération manuelle d’évacuation ou d’utiliser un système automatisé. Ceci implique une presse ayant une course de 80 à 100mm pour favoriser l’évacuation.