Outils progressif ou à suivre
SUPRA Technologies, spécialisé dans la conception et la réalisation d’outillages de presse, propose l’étude et la fourniture d’outils à suivre.
Acteurs depuis plus 60 ans, nos outils progressifs sont présents dans tous les secteurs d’activité.
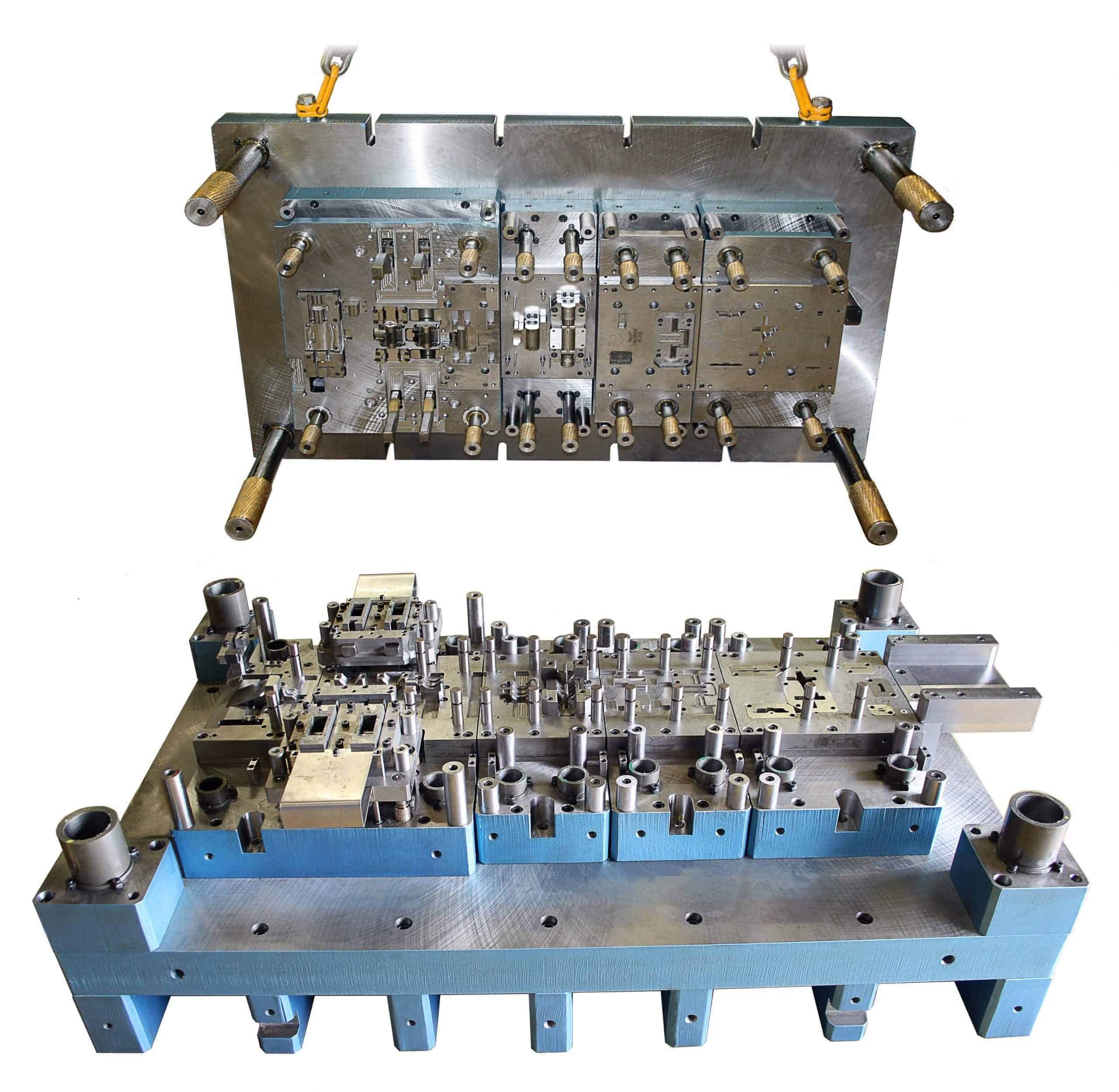
Outil progressif de marquage, poinçonnage, découpe, cambrage et emboutissage
Nom d’usage couramment utilisé chez les outilleurs, les outils à suivre ou progressifs sont à postes multiples. Ils appartiennent à la famille des outils à dévêtisseur flexible.
Constitué d’un bloc à colonnes, la multiplicité des postes permet la réalisation de pièces à chaque coup de presse tout en combinant différentes fonctions.
La combinaison des fonctions de poinçonnage, marquage, découpe, détourage, cambrage, relevage, roulage, soyage, emboutissage, crevage permet l’obtention de pièces plus ou moins complexe. Malgré ces avantages, l’outil à suivre ne peut être envisagé que pour la production de pièces en grande série.
Ces outillages peuvent être rendus autonomes. Dans ce cas, il ne nécessite pas de liaison mécanique avec le coulisseau de la presse. La remontée de l’outil est assurée par des ressorts fils ou des ressorts à gaz, ce qui est un gain de temps dans la mise en place de l’outillage sous presse.
L’usage des outils à suivre requière un approvisionnement de matière en bande ou en bobine.
L’amenage, moyen consistant à approvisionner la matière première dans l’outil, se présente sous forme automatique. Ces dispositifs automatiques assurent l’avance de la bande en poussant ou en tirant à un pas déterminé correspondant à l’outillage. Ils sont indépendant de l’outillage et gérés par la presse. L’outillage possède un dispositif de pilotage permettant le recentrage de la bande pour chaque fonction.
L’évacuation des pièces générées par l’outil peut être récupérée en son extrémité opposée à l’entrée matière, ou en dessous, appelé communément « le passage au travers ».
Les débouchures ou déchets liés aux opérations de poinçonnage et de découpe sont évacués par le dessous. Une sortie de chutes est à prendre en compte soit par le trou d’évacuation prévu au travers de la table de presse, soit par la mise en place de tasseaux entre le bloc inférieur de l’outil et la table de presse.