Gesamtschneidwerkzeuge
SUPRA Technologies entwickelt und baut seit sehr vielen Jahren Gesamtschneidwerkzeuge. Sie erlauben die Herstellung von Bauteilen sehr großer Qualität. Als Entwickler für Presswerkzeuge für jeden Industriezweig ist SUPRA Technologies mit Rat und Tat für Sie da, um die richtige und wirtschaftlichste Lösung für Ihr Problem zu finden.
Gesamtschneidwerkzeug
Gesamtschneidwerkzeuge sind dem Stanzen und mechanischem Schneiden vorbehalten. Also für verschiedene Schnittverfahren gleichzeitig. Das Gesamtschneidwerkzeug hat nur eine Station, in der beide Operationen simultan durchgeführt werden. Die so erhaltenen Bauteile sind von sehr hoher Präzision und Wiederholbarkeit. Die Lage der Innen- und Außenformen ist besonders präzise.
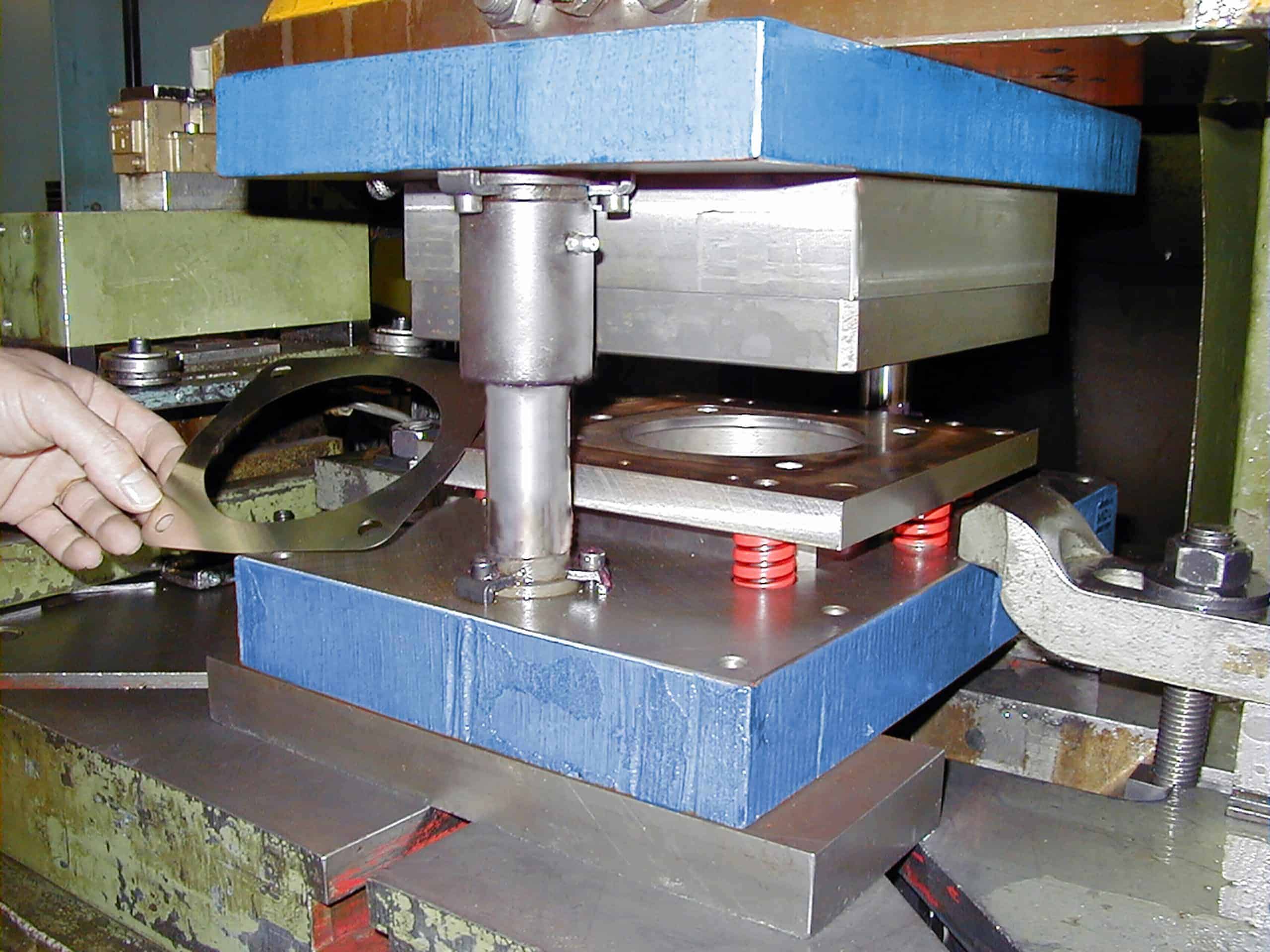
Das Gesamtschneidwerkzeug wird in einem Block von zwei Säulen geführt. Es hat den folgenden Aufbau : auf der unteren Stempelplatte positioniert hat der Schneidstempel die Aufgabe das Blech mechanisch zu beschneiden. Er kann auch für Stanzoperationen als Matrize dienen. Der Abstreifer, ebenfalls um unteren Bereich, ist elastisch gelagert. Im oberen Bereich befindet sich die Ausschneidplatte und im mittleren Bereich der Ausschneidplatte der Ausstoß, der wie sein Name sagt das Schnittteil ausstößt.
Die Materialzufuhr ist beim Gesamtschneidwerkzeug natürlich nicht manuell, sondern nur über Bandmaterial oder vorgefertigte Metallstreifen möglich. Die Schrittvorgabe erfolgt über eine Bandzuführanlage.
Gesamtschneidwerkzeuge können auch autonom also ohne mechanische Verbindung zum Stößel arbeiten. Das Werkzeug öffnet sich mit Hilfe von Stahl- oder Gasfedern. Diese Lösung spart Zeit bei der Installation des Werkzeuges unter der Presse.
Der Abfall der Stanz- und Schneidoperationen wird im unteren Bereich evakuiert. Dies muss natürlich beim Produktionsprozess und der Konstruktion entsprechend berücksichtigt werden.
Trotz seiner großen Vorteile muß beim Gesamtschneidwerkzeug der Rohling manuell evakuiert werden. Natürlich kann man auch automatisierte oder robotisierte Lösungen integrieren. Für eine optimale Evakuierung sollte hier ein Pressenhub von 80 bis 100 mm vorgesehen werden.